关键词 |
Poliangolar六方钻,意大利Poliangolar,,Poliangolar四方钻 |
面向地区 |
用途 |
金属切削 |
|
加工定制 |
是 |
是否标准件 |
标准件 |
是否涂层 |
涂层 |
是否库存 |
库存 |
是否批发 |
批发 |
样品或现货 |
现货 |
适用机床 |
多款供选 |
材质 |
高速钢 |
Poliangolar旋转拉刀加工类型:
摆式拉削如今日益普及,这要归功于 Paolo Bremi 在 20 世纪 60 年代初的发明(工业发明专利可以追溯到 1965 年)。从一开始,该应用主要涉及六角形和方形槽的加工,例如内六角扳手的套筒或联轴器的套筒。随后,技术发展也使多边形座椅(规则和不规则)和梅花扳手成为可能。随着技术的进步,增加了齿形、滚花、肋形和渐开线轮廓的创建:因此,用于生产各种尺寸的齿轮的齿轮轮廓的需求不断增加。

意大利Poliangolar旋转拉刀加工参数:
方向/对准杆
定向杆用于将拉刀定向或对准工件。
当在刳刨机上使用时,该设备在机器主体旋转时将拉床的刀架锁定在止动杆上。
在车床上,杠杆使拉刀和待加工工件一起旋转,而设备主体保持静止。
圈数和进度
影响加工速度和进度的因素有很多,包括材料、预钻孔直径和待加工型材的形状。
在工件和刀具接触的初始阶段,好将转速设置在 50 到 100 rpm 之间(前进可以保持在加工速度),直到拉刀完全进入工件:它们就足够了10 毫米六角形深度为 0.5 毫米。然后您可以将汽车调至推荐的转速。
此措施将避免在工件表面上跳动,并降低刀具碎裂或破损的风险。
根据您的具体应用,请联系 Poliangolar 了解工作参数。
通过降低进给速度可以获得更好的工件光洁度。
退出工件时缩回刀具时,使用 2 或 3 毫米/转的进给速度,保持相同的转数。

意大利Poliangolar旋转拉刀技术支持
提供了使用摆式拉削成功创建各种多边形(内部槽和外部轮廓)的一些基本规则和注意事项,这需要使用两个组件:拉削装置(刀架)和“工具(拉刀)” 。
摆拉削工艺可以在任何机床上进行,无论是传统机床(手动车床)还是 CNC 数控机床。
区别是,在车床上,Poliangolar 装置是静止的,待加工的工件旋转,反之亦然,在加工中心和铣床上,该装置在机床主轴中旋转,而工件是静止的。
Poliangolar冲头、四方冲头、六方冲头涂层:
Poliangolar 根据客户和相关机械行业多样化的需求提供工具的设计和生产服务。
凭借我们 60 年经验中积累的技术准备,我们根据客户的图纸并按照 DIN、ANSI、Cuna、SAE 标准制造特殊型材的工具。制造和的非标工具,交货时间仅需几个工作日。
在重型加工的情况下,Poliangolar 刀具还可配备 TIN-PVD 涂层:适用于加工软材料,可减少刀具磨损和卡住倾向。
对于磨料和高硬材料的加工,我们建议采用“POLY”涂层,特别适合加工不锈钢和强热负荷的情况。
意大利Poliangolar冲头、四方冲头、六方冲头常见问题解决方案
1.该工件被推入机器中可能的原因
该部件未正确固定。
使用合适的夹头。
2.拉刀碎屑/寿命很短。可能的原因
夹具偏离工件中心安装。
未正确准备零件。
速度和进度不准确。
确保机床居中。
确保预孔足够宽和深。
调整速度和进给,减少工件与拉刀次接触时的转数。
3. 加工不居中/齿在一侧较宽可能的原因
夹具偏离工件中心安装。
该部件弯曲。
确保机床居中。
在工件与拉刀次接触期间,将速度降低至 50-100 RPM(进给量相同)。
支撑工件,使其不会弯曲。
4.芯片保留在工件的底部可能的原因
排气槽缺失。
开始拉削之前,在工作深度末端添加一个退刀槽。可以在拉削结束时使用与预钻孔相同的工具去除切屑。
Poliangolar旋转拉刀达到的精度:
如果拉削操作正确,凹槽或外部轮廓的形状和尺寸将与加工过程中使用的刀具截面的形状和尺寸相同。理论上零容忍水平。
Poliangolar冲头是拉削,开槽,啮合和铆接问题的理想解决方案。 每个车间都是的,它很容易安装在任何机床上,并可用于钢,铝,黄铜,钛,青铜,塑料和其他合金的加工。
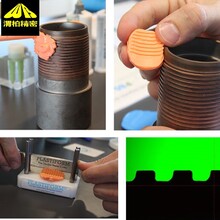
车床如何加工四方孔、六方孔?
Poliangolar旋转拉刀可以代替插床,直接在车床上安装,并且加工内外花键、键槽等

济宁本地Poliangolar旋转拉刀热销信息