关键词 |
淮南AB封装胶,AB封装胶TOP贴片,AB封装胶TOP贴片,AB封装胶TOP贴片 |
面向地区 |
粘合材料类型 |
金属类 |
产品介绍
QK-556系列是一种全自动注射工艺的加成型模具硅橡胶。
主要特点
的流动性,食品级
手感爽滑,韧性高
典型应用
硅胶模具
其他针筒注射类产品
重要事项
QK-556系列是使用铂金催化的产品,铂金催化剂在A组分, 使用时需严格注意,避免催化剂中毒。
只有同批号的 A B 组分才能一起混合使用。
为确保物料的佳流动性和均匀性,物料在转移到容器内前充分搅匀。
使用工艺
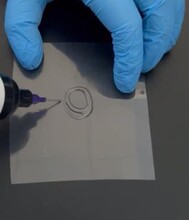
1、清洁表面:将被灌封物体的表面清理干净,除去锈迹、灰尘和油污等。
2、施 胶:拧开胶管盖帽,将胶液挤到已清理干净的表面,使之自然流平。
3、固 化:将已灌封的部件置于空气中,当表皮形成后,紧接着就是从表面向内部的固化过程,在24小时以内( 室温及55%相对湿度),6516胶将固化2~4mm的深度,随时间延长,固化深度逐渐增加,由于深层固化需要的时间较长,因而建议6516一般用于小型电子元件和浅层灌封,6mm厚密封胶完全固化需7天以上时间。建议大于6mm的厚度选用双组份灌封胶类型的产品。
注意事项
操作完成后,未用完的胶应立即拧紧盖帽,密封保存。再次使用时,若封口处有少许结皮,将其去除即可,不影响正常使用。胶在贮存过程中,管口部也有可能出现少量的固化现象,将之清除后可正常使用,不影响产品性能。
使用方法:
1、摄像头模组AA制程胶在波长范围320nm-420nm的UVA光照下,1-5秒就能实现初固,被粘接材料无相对位移;
2、后期的加热固化建议在80℃到100℃环境下进行,根据客户的生产效率和产品设计要求设定。
3、大粘接强度的获得要依靠光照初固期间被粘接材料之间无相对位移,以及后期充足的热能量。
4、组件的尺寸和结构设计,以及烘箱的类型和传热效率都会影响到胶水粘接强度终表现。
注意事项:
1、在铝箔外包装完整情况下解冻。10ml包装产品通常需要室温放置1小时解冻;30ml包装产品通常需室温放置2小时解冻。解冻完成后可以拆开铝箔包装。不可采用额外的加热方式快速解冻。
2、被粘接材料的表面干净无油脂。
3、摄像头模组AA制程胶施胶过程中,气源压力稳定,建议使用25G及以下规格针头施胶。
4、控制好AA制程胶稳定的涂胶量,会提高产品的合格率,施胶后,多余残胶在未固化前及时清理干净。