关键词 |
机床钣金厂家批发,重庆机床钣金,机床钣金防护罩,机床钣金制作 |
面向地区 |
1.机床外观表面不应有图样未规定的凸起、凹陷、粗糙不平和其他损伤;
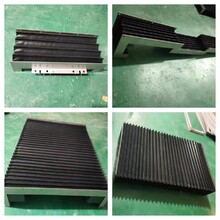
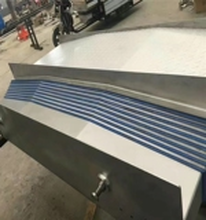
2.机床的防护罩应平整,匀称不应翘曲、凹陷;
3.机床零部件外露结合面的边缘应整齐、匀称,不应有明显的错位,错位量不得超过2㎜,不匀称量不得超过1㎜;
4.机床的门、盖与机床的结合面应贴合,贴合缝隙值不得大于1.5㎜,缝隙不均匀值不得大于1㎜;
5.外露的焊缝应修整平直均匀;
6.装入沉孔的螺钉不应高出于零件表面,其头部与沉孔之间不应有明显的偏心,定位销一般应略高出于零件表面,螺栓尾端应高出于螺母端面1~3螺距。
7.机床外露零件表面不应有磕碰、锈蚀,螺钉、铆钉、销的端部不应有扭伤、锤伤等缺陷;
8.镀件、发黑件色调应一致,防护层不得有褪色、脱落现象;
9.电气、液压、润滑和冷却等管道的外露部分应布置紧凑,排列整齐,要用管夹固定,管子不应产生扭曲,折叠现象;
10.机床零件未加工的表面都应涂以黄色油漆;
11.机床上的各种标牌应清晰,固定位置要正确,平整牢固,不歪斜,不能遗漏。
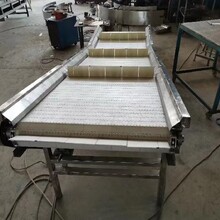
机床防护外壳加工是机床防护外壳制品成形的重要工序,也是机床防护外壳技能人员需求把握的关键技能,它不只包含传统的切开下料、弯压成形等工艺参数。并且包含各种冷冲压模具结构及工艺参数,而数控复合出产线正是机床防护外壳加工开展的新趋势,数控复合出产线是真正的完成了无人留守的加工出产线,是由数控冲床、上下料体系、数控剪版以及板材仓库所组成的柔性加工出产线。其主动上料体系是经过吸盘把仓库板材吸到数控冲床上并把板材主动定位,经过电子感应器操控的,不只感应敏捷、正确并且下降了出产本钱。别的,整张板材在加工进程编程加工一次性完成,有用的省去了下料的工艺进程,从而节省了资料并且有用的提高了出产效率。
钣金是一种针对金属薄板(通常在6mm以下)的综合冷加工工艺,包括剪、冲/切/复合、折、焊接、铆接、拼接、成型(如汽车车身)等。其显著的特征就是同一零件厚度一致。通过钣金工业加工出的产品叫做钣金件。不同行业所指的钣金件一般不同,多用于组配时的称呼。